DDH-220T ਹਾਉਫਿਟ ਹਾਈ ਸਪੀਡ ਪ੍ਰੀਸੀਜ਼ਨ ਪ੍ਰੈਸ

ਮੁੱਖ ਤਕਨੀਕੀ ਮਾਪਦੰਡ:
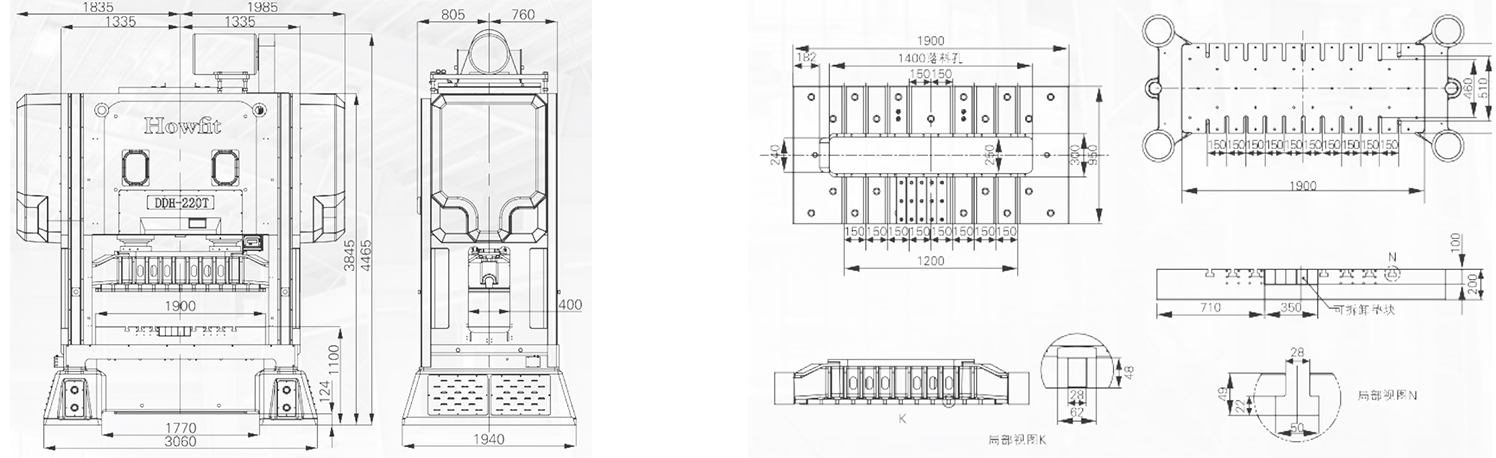
| ਮਾਡਲ | ਡੀਡੀਐਚ-220ਟੀ | |
| ਸਮਰੱਥਾ | KN | 2200 |
| ਸਟ੍ਰੋਕ ਦੀ ਲੰਬਾਈ | MM | 30 |
| ਵੱਧ ਤੋਂ ਵੱਧ SPM | ਐਸਪੀਐਮ | 600 |
| ਘੱਟੋ-ਘੱਟ SPM | ਐਸਪੀਐਮ | 150 |
| ਡਾਈ ਦੀ ਉਚਾਈ | MM | 370-420 |
| ਡਾਈ ਦੀ ਉਚਾਈ ਵਿਵਸਥਾ | MM | 50 |
| ਸਲਾਈਡਰ ਖੇਤਰ | MM | 1900x700 |
| ਬੋਲਸਟਰ ਖੇਤਰ | MM | 1900x950 |
| ਬਿਸਤਰਾ ਖੋਲ੍ਹਣਾ | MM | 1500x300 |
| ਬੋਲਸਟਰ ਓਪਨਿੰਗ | MM | 1400x250 |
| ਮੁੱਖ ਮੋਟਰ | KW | 45x4P |
| ਸ਼ੁੱਧਤਾ | JIS/JIS ਵਿਸ਼ੇਸ਼ ਗ੍ਰੇਡ | |
| ਕੁੱਲ ਭਾਰ | ਟਨ | 45 |
ਮੁੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
● ਫਰੇਮ ਉੱਚ ਤਾਕਤ ਵਾਲੇ ਕੱਚੇ ਲੋਹੇ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ, ਜੋ ਕਿ ਸਹੀ ਤਾਪਮਾਨ ਨਿਯੰਤਰਣ ਅਤੇ ਟੈਂਪਰਿੰਗ ਤੋਂ ਬਾਅਦ ਕੁਦਰਤੀ ਲੰਬੇ ਸਮੇਂ ਦੁਆਰਾ ਵਰਕਪੀਸ ਦੇ ਅੰਦਰੂਨੀ ਤਣਾਅ ਨੂੰ ਖਤਮ ਕਰਦਾ ਹੈ, ਤਾਂ ਜੋ ਫਰੇਮ ਦੇ ਵਰਕਪੀਸ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਸਭ ਤੋਂ ਵਧੀਆ ਸਥਿਤੀ ਤੱਕ ਪਹੁੰਚ ਸਕੇ।
● ਬੈੱਡ ਫਰੇਮ ਦਾ ਕਨੈਕਸ਼ਨ ਟਾਈ ਰਾਡ ਦੁਆਰਾ ਬੰਨ੍ਹਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਹਾਈਡ੍ਰੌਲਿਕ ਪਾਵਰ ਦੀ ਵਰਤੋਂ ਫਰੇਮ ਢਾਂਚੇ ਨੂੰ ਪਹਿਲਾਂ ਤੋਂ ਦਬਾਉਣ ਅਤੇ ਫਰੇਮ ਦੀ ਕਠੋਰਤਾ ਨੂੰ ਬਹੁਤ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
● ਸ਼ਕਤੀਸ਼ਾਲੀ ਅਤੇ ਸੰਵੇਦਨਸ਼ੀਲ ਵੱਖਰਾ ਕਲਚ ਅਤੇ ਬ੍ਰੇਕ ਸਟੀਕ ਸਥਿਤੀ ਅਤੇ ਸੰਵੇਦਨਸ਼ੀਲ ਬ੍ਰੇਕਿੰਗ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ।
● ਸ਼ਾਨਦਾਰ ਗਤੀਸ਼ੀਲ ਸੰਤੁਲਨ ਡਿਜ਼ਾਈਨ, ਵਾਈਬ੍ਰੇਸ਼ਨ ਅਤੇ ਸ਼ੋਰ ਨੂੰ ਘੱਟ ਤੋਂ ਘੱਟ ਕਰਦਾ ਹੈ, ਅਤੇ ਡਾਈ ਦੀ ਉਮਰ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
● ਕ੍ਰੈਂਕਸ਼ਾਫਟ ਗਰਮੀ ਦੇ ਇਲਾਜ, ਪੀਸਣ ਅਤੇ ਹੋਰ ਸ਼ੁੱਧਤਾ ਮਸ਼ੀਨਿੰਗ ਤੋਂ ਬਾਅਦ NiCrMO ਮਿਸ਼ਰਤ ਸਟੀਲ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ।

● ਸਲਾਈਡ ਗਾਈਡ ਸਿਲੰਡਰ ਅਤੇ ਗਾਈਡ ਰਾਡ ਦੇ ਵਿਚਕਾਰ ਗੈਰ-ਕਲੀਅਰੈਂਸ ਐਕਸੀਅਲ ਬੇਅਰਿੰਗ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਵਿਸਤ੍ਰਿਤ ਗਾਈਡ ਸਿਲੰਡਰ ਨਾਲ ਮੇਲ ਖਾਂਦੀ ਹੈ, ਤਾਂ ਜੋ ਗਤੀਸ਼ੀਲ ਅਤੇ ਸਥਿਰ ਸ਼ੁੱਧਤਾ ਵਿਸ਼ੇਸ਼ ਗ੍ਰੈਂਡ ਸ਼ੁੱਧਤਾ ਤੋਂ ਵੱਧ ਜਾਵੇ, ਅਤੇ ਸਟੈਂਪਿੰਗ ਡਾਈ ਦੀ ਉਮਰ ਬਹੁਤ ਬਿਹਤਰ ਹੋ ਜਾਵੇ।
● ਜ਼ਬਰਦਸਤੀ ਲੁਬਰੀਕੇਸ਼ਨ ਕੂਲਿੰਗ ਸਿਸਟਮ ਅਪਣਾਓ, ਫਰੇਮ ਦੀ ਗਰਮੀ ਦੇ ਦਬਾਅ ਨੂੰ ਘਟਾਓ, ਸਟੈਂਪਿੰਗ ਗੁਣਵੱਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਓ, ਪ੍ਰੈਸ ਦੀ ਉਮਰ ਵਧਾਓ।
● ਮੈਨ-ਮਸ਼ੀਨ ਇੰਟਰਫੇਸ ਨੂੰ ਮਾਈਕ੍ਰੋ ਕੰਪਿਊਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਸੰਚਾਲਨ, ਉਤਪਾਦ ਮਾਤਰਾ ਅਤੇ ਮਸ਼ੀਨ ਟੂਲ ਸਥਿਤੀ ਦੇ ਦ੍ਰਿਸ਼ਟੀਗਤ ਪ੍ਰਬੰਧਨ ਨੂੰ ਸਪਸ਼ਟ ਦ੍ਰਿਸ਼ਟੀ ਨਾਲ ਸਮਝਿਆ ਜਾ ਸਕੇ (ਭਵਿੱਖ ਵਿੱਚ ਕੇਂਦਰੀ ਡੇਟਾ ਪ੍ਰੋਸੈਸਿੰਗ ਸਿਸਟਮ ਅਪਣਾਇਆ ਜਾਵੇਗਾ, ਅਤੇ ਇੱਕ ਸਕ੍ਰੀਨ ਸਾਰੇ ਮਸ਼ੀਨ ਟੂਲਸ ਦੀ ਕਾਰਜਸ਼ੀਲ ਸਥਿਤੀ, ਗੁਣਵੱਤਾ, ਮਾਤਰਾ ਅਤੇ ਹੋਰ ਡੇਟਾ ਨੂੰ ਜਾਣੇਗੀ)।
ਮਾਪ:
ਪ੍ਰੈਸ ਉਤਪਾਦ:
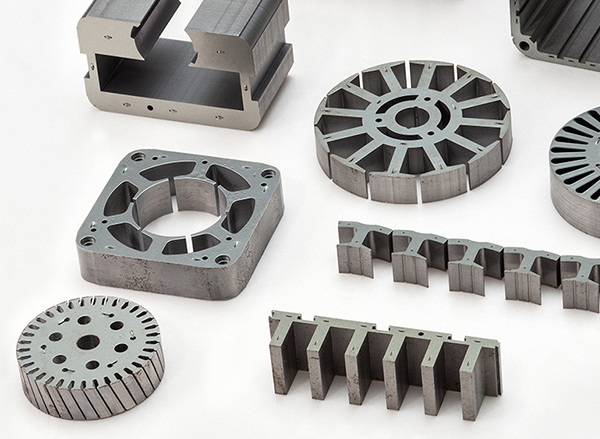
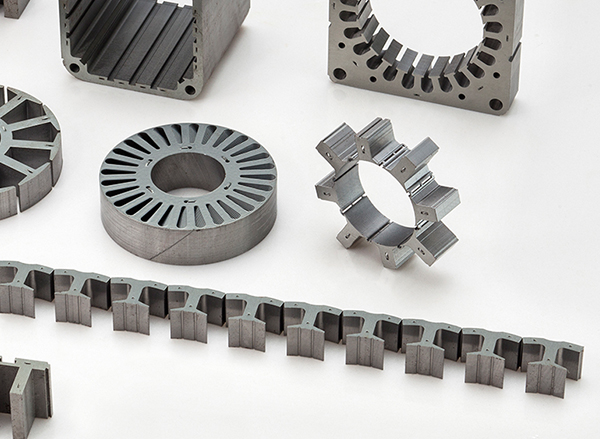

ਸਟੈਂਪਿੰਗ ਉਪਕਰਣ ਵਿਭਾਗ ਵਿੱਚ ਸਟੈਂਪਿੰਗ ਡਾਈ ਦੇ ਮਾਪ ਅਤੇ ਸਟੈਂਪਿੰਗ ਫੋਰਸ ਦੇ ਅਨੁਸਾਰ, 300 ਟਨ ਹਾਈ ਸਪੀਡ ਲੈਮੀਨੇਸ਼ਨ ਪ੍ਰੈਸ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦਾ ਪਤਾ ਲਗਾਉਣਾ:
> ਚੁਣੇ ਹੋਏ ਪੰਚ ਦਾ ਨਾਮਾਤਰ ਦਬਾਅ ਸਟੈਂਪਿੰਗ ਲਈ ਲੋੜੀਂਦੇ ਕੁੱਲ ਸਟੈਂਪਿੰਗ ਬਲ ਤੋਂ ਵੱਧ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
> 1.2 ਅਤੇ 300 ਟਨ ਹਾਈ ਸਪੀਡ ਲੈਮੀਨੇਸ਼ਨ ਪ੍ਰੈਸ ਦਾ ਸਟ੍ਰੋਕ ਢੁਕਵਾਂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ: ਸਟ੍ਰੋਕ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਡਾਈ ਦੀ ਮੁੱਖ ਉਚਾਈ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ ਅਤੇ ਲੀਡ ਬਹੁਤ ਵੱਡੀ ਹੁੰਦੀ ਹੈ, ਅਤੇ ਪੰਚ ਅਤੇ ਗਾਈਡ ਪਲੇਟ ਗਾਈਡ ਪਲੇਟ ਡਾਈ ਜਾਂ ਗਾਈਡ ਪਿੱਲਰ ਸਲੀਵ ਤੋਂ ਵੱਖ ਹੋ ਜਾਂਦੇ ਹਨ।
> ਪੰਚ ਦੀ ਬੰਦ ਹੋਣ ਦੀ ਉਚਾਈ 300 ਟਨ ਹਾਈ ਸਪੀਡ ਲੈਮੀਨੇਸ਼ਨ ਪ੍ਰੈਸ ਦੀ ਬੰਦ ਹੋਣ ਦੀ ਉਚਾਈ ਦੇ ਅਨੁਸਾਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਯਾਨੀ ਕਿ ਪੰਚ ਦੀ ਬੰਦ ਹੋਣ ਦੀ ਉਚਾਈ ਵੱਧ ਤੋਂ ਵੱਧ ਬੰਦ ਹੋਣ ਦੀ ਉਚਾਈ ਅਤੇ ਪੰਚ ਦੀ ਘੱਟੋ-ਘੱਟ ਬੰਦ ਹੋਣ ਦੀ ਉਚਾਈ ਦੇ ਵਿਚਕਾਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
> ਪੰਚ ਟੇਬਲ ਦਾ ਮਾਪ ਡਾਈ ਦੇ ਹੇਠਾਂ ਡਾਈ ਬੇਸ ਨਾਲੋਂ ਵੱਡਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਫਿਕਸਿੰਗ ਲਈ ਜਗ੍ਹਾ ਹੈ, ਪਰ ਵਰਕਟੇਬਲ ਬਹੁਤ ਵੱਡਾ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ, ਤਾਂ ਜੋ ਵਰਕਟੇਬਲ ਦੇ ਮਾੜੇ ਤਣਾਅ ਤੋਂ ਬਚਿਆ ਜਾ ਸਕੇ।





